Регулировка
|
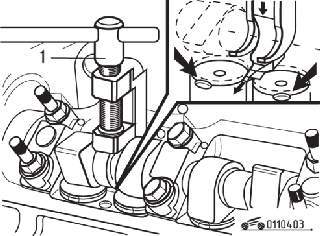
Рис. 4.3. Использование специального инструмента (1) для регулировки зазора в приводе клапанов |
1. Отверните основание специального инструмента 1 (рис. 4.3) на расстояние 6 мм.
2. Выведите прорези толкателей в положение, показанное на рис. 4.3.
3. Установите специальный инструмент своим основанием в прорези толкателей и затем надавите на специальный инструмент вперед на максимально возможное расстояние.
4. Утопите толкатели.
|
ПРЕДУПРЕЖДЕНИЕ При замене регулировочных шайб поршень не должен находиться в ВМТ. Проверните коленчатый вал так, чтобы поршень находился чуть позже ВМТ, в противном случае при нажатии на толкатели клапаны могут удариться о поршни. |
|
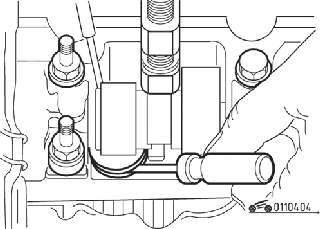
Рис. 4.4. Использование тонкой отвертки для извлечения регулировочной шайбы |
5. Тонкой отверткой извлеките регулировочную шайбу (рис. 4.4).
6. Выберите регулировочную шайбу требуемой толщины, которая обеспечивает номинальный зазор.
7. Номинальный зазор (холодный двигатель):
– впускной клапан 0,20 мм;
– выпускной клапан 0,40 мм
Пример.
Если измеренный зазор составляет 0,25 мм, а требуемый зазор должен быть равен 0,40 мм, значит, старую регулировочную шайбу надо заменить другой, толщина которой меньше на 0,15 мм.